
Applications
我々が提供できる革新的な検査事例をご紹介
HIGHLIGHTS
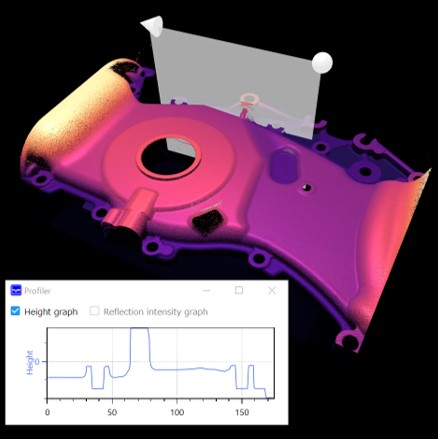
寸法測定検査
今までで不可能だった複雑形状の超高精度な寸法検査が可能になります。凹凸形状追従性と高精度を両立を可能にする光コム技術による同軸レーザーを高速スキャンすることにより、鋳造・鍛造・加工部品などの複雑形状の寸法検査の全数自動化を実現することを可能にします。実際、XTIAの光コムセンサーは1測定点を2μs秒で測定することを可能とするために、非常に高速測定の実現が可能となります。これは、既存検査技術では成しえなかった領域に大きなブレークスルーを与えたといえます。
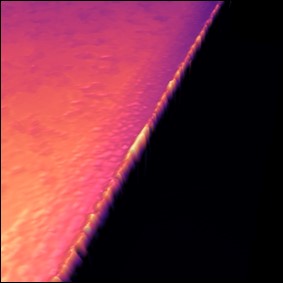
キズ・バリ検査
加工部品は常にバリとの闘いとなります。その工法の性質上、バリを完全になくすことは難しい一方で、高さ方向のある欠陥であるバリは重要機能障害を起こすケースも多くあります。しかし、バリは小さくまた、高さ方向があるため、その検出方法は非常に難しく、バリをどうやって次工程に流さないかはとても難しい製造の課題となっています。バリは加工の工法の中で発生するため、多くは複雑な構造の奥に発生することが多いのが特徴です。構造奥にあるバリの検査は常に困難を極めます。ところが光コム技術を使うと、長いワーキングディスタンスにより凹凸形状の奥にあるバリも簡単に自動検査を可能とします。
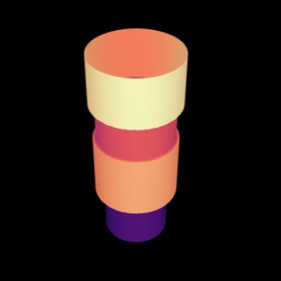
円筒内面検査
中型、大型部品においては、図8に示すシリンダブロックと呼ばれる部品のように円筒形状を有する部品が多数あります。この円筒形状の内面を検査したい場合、それを3次元で1µmの高精度に検査する方法は今までありませんでした。XTIAセンサーは直進型の同軸レーザーのため、レーザーを直進的に入射させ、その先端にミラーを配置することにて、レーザーが反射して円筒形状の内面を測定することを可能とします。このミラーを回転しながら引き上げることで、XTIAセンサーを用いることで、円筒形状内面を2µmの精度にて3次元形状を測定することが可能となります。これにより、内面にできる異物やバリ、キズなどを定量的に検査することを可能とします。
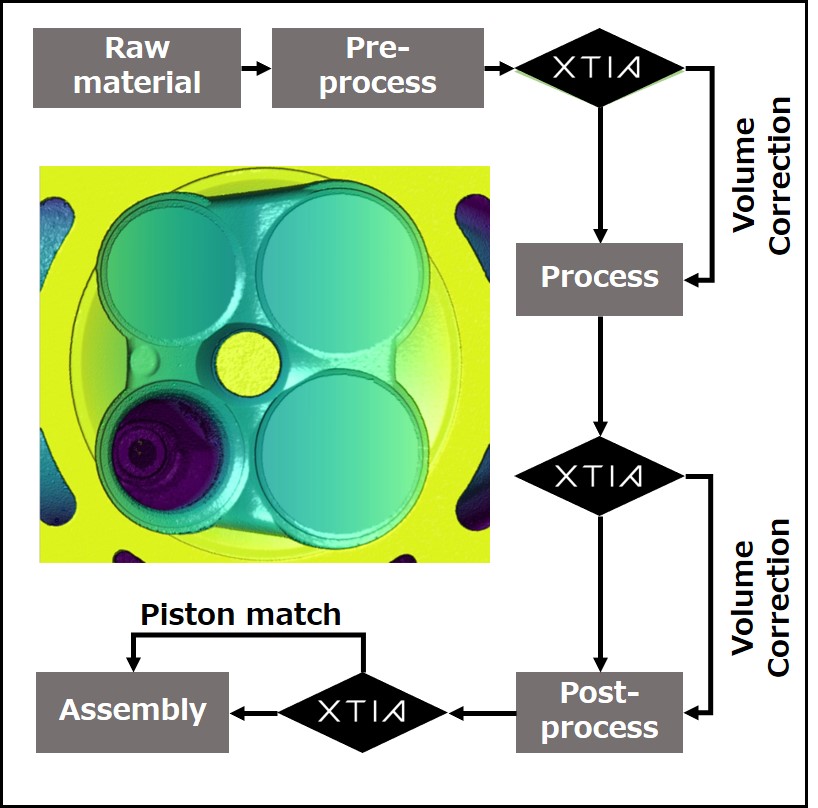
エンジン燃費向上に貢献
XTIAの光コム技術を用いた同軸光学系の 3次元計測は、複雑形状の部品においても、高い精度で死角のない 3次元プロファイルを得ることができます。そのため、製造プロセスのフローの途中にこの 3次元計測を導入すると、その情報をもとに補正加工を実施することができ、設計における幾何公差の低減が可能となります。この XTIA のソリューションが大きな付加価値を生み出します。XTIAではこの補正加工の事例として自動車の燃費をつかさどる部品であるシリンダーヘッドの検査にて高い実績を誇りますので、それを例に説明します...
シリンダーヘッド
ノーベル賞技術「光コム」を用いたXTIA独自の 3Dスキャナでは、ミクロンオーダーの精度でシリンダーヘッドの全面プロファイルを得ることができます。1回のスキャンデータから寸法検査と外観検査の両方を行うことができます。光コム 3Dスキャナは、1秒間に50万点のデータ取得が可能で、細かいデータ取得間隔でもシリンダーヘッドのフルスキャンを数十秒で完了することができます。従来の接触型三次元測定機による検査方法に比べて格段に高速であるだけでなく、測定レシピが不要なため、柔軟で使い勝手の良い検査が可能です。
ALL APPLICATIONS A-Z
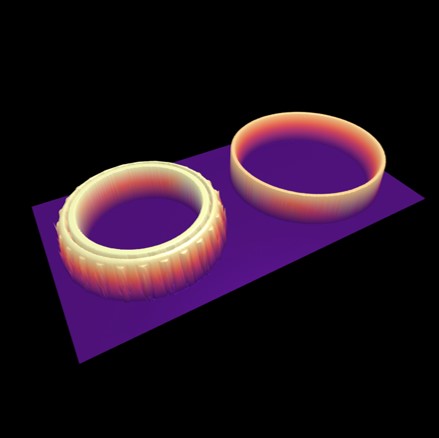
ベアリング
ベアリングのような複雑な部品の品質管理を自動化することは多くのメーカーにとって課題となっています。これは、従来の方法ではスキャンに時間が掛かり過ぎたり、影となる部分が出てきてしまうことから局所的なプロファイルしか取得できないことに起因しています。XTIAの光コム3Dスキャナは、同軸レーザーで且つワーキングディスタンスが長いため、このような問題を解決し、影の影響を受けずにベアリングの小さな欠陥検出やプロファイルの取得が可能です。また、光コム3Dスキャナをインラインに組み込むことで、毎秒50万点のスキャン速度を活かし、ベアリングの検査を100%完全自動化可能となります。
円筒内面検査
中型、大型部品においては、図8に示すシリンダブロックと呼ばれる部品のように円筒形状を有する部品が多数あります。この円筒形状の内面を検査したい場合、それを3次元で1µmの高精度に検査する方法は今までありませんでした。XTIAセンサーは直進型の同軸レーザーのため、レーザーを直進的に入射させ、その先端にミラーを配置することにて、レーザーが反射して円筒形状の内面を測定することを可能とします。このミラーを回転しながら引き上げることで、XTIAセンサーを用いることで、円筒形状内面を2µmの精度にて3次元形状を測定することが可能となります。これにより、内面にできる異物やバリ、キズなどを定量的に検査することを可能とします。
キズ・バリ検査
加工部品は常にバリとの闘いとなります。その工法の性質上、バリを完全になくすことは難しい一方で、高さ方向のある欠陥であるバリは重要機能障害を起こすケースも多くあります。しかし、バリは小さくまた、高さ方向があるため、その検出方法は非常に難しく、バリをどうやって次工程に流さないかはとても難しい製造の課題となっています。バリは加工の工法の中で発生するため、多くは複雑な構造の奥に発生することが多いのが特徴です。構造奥にあるバリの検査は常に困難を極めます。ところが光コム技術を使うと、長いワーキングディスタンスにより凹凸形状の奥にあるバリも簡単に自動検査を可能とします。

コンロッド
XTIAの3Dスキャナーは、独自の光コムテクノロジーにより、コンロッドの完全なプロファイルを数秒で作成し、部品の高解像度の寸法検査と目視検査を行うことができます。このような高速かつ高解像度の性能により、製造されたすべてのコンロッドのインライン品質管理を人手を介さずに行うことができます。XTIAの計測ソフトウェア「Optocomb Suite」を使えば、部品の計測からデータ処理、品質評価まで、コンロッドの全検査工程を完全に統合・自動化することができます。
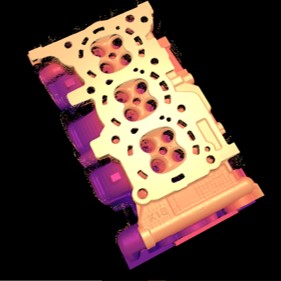
シリンダーヘッド
ノーベル賞技術「光コム」を用いたXTIA独自の 3Dスキャナでは、ミクロンオーダーの精度でシリンダーヘッドの全面プロファイルを得ることができます。1回のスキャンデータから寸法検査と外観検査の両方を行うことができます。光コム 3Dスキャナは、1秒間に50万点のデータ取得が可能で、細かいデータ取得間隔でもシリンダーヘッドのフルスキャンを数十秒で完了することができます。従来の接触型三次元測定機による検査方法に比べて格段に高速であるだけでなく、測定レシピが不要なため、柔軟で使い勝手の良い検査が可能です。
寸法測定検査
今までで不可能だった複雑形状の超高精度な寸法検査が可能になります。凹凸形状追従性と高精度を両立を可能にする光コム技術による同軸レーザーを高速スキャンすることにより、鋳造・鍛造・加工部品などの複雑形状の寸法検査の全数自動化を実現することを可能にします。実際、XTIAの光コムセンサーは1測定点を2μs秒で測定することを可能とするために、非常に高速測定の実現が可能となります。これは、既存検査技術では成しえなかった領域に大きなブレークスルーを与えたといえます。
エンジン燃費向上に貢献
XTIAの光コム技術を用いた同軸光学系の 3次元計測は、複雑形状の部品においても、高い精度で死角のない 3次元プロファイルを得ることができます。そのため、製造プロセスのフローの途中にこの 3次元計測を導入すると、その情報をもとに補正加工を実施することができ、設計における幾何公差の低減が可能となります。この XTIA のソリューションが大きな付加価値を生み出します。XTIAではこの補正加工の事例として自動車の燃費をつかさどる部品であるシリンダーヘッドの検査にて高い実績を誇りますので、それを例に説明します...
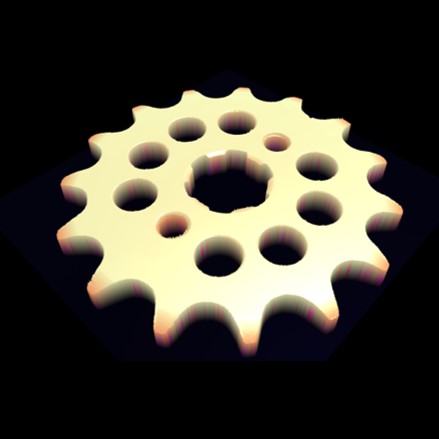
スプロケット
製造業では現代において高い品質要求と非常に厳しい設計に対して高速かつ正確な計測方法が必要とされています。これは厳しい公差と短い検査時間を求められやすいスプロケットでは特に当てはまります。XTIAの光コム3Dスキャナーを用いることで、ユーザーは1秒間に50万点の速度でインライン計測し、1μm程度の分解能でスプロケット全体のプロファイルを得ることができます。光コム3Dスキャナーをインラインに組み込むことで、1度で外観・寸法検査の両方を実行でき、製造されたスプロケットのすべての検査を自動化できます。
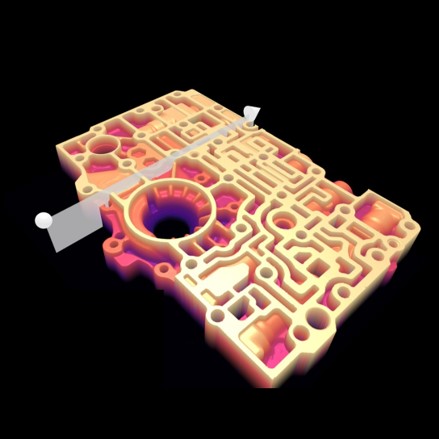
バルブボディ
バルブボディのような複雑な部品の検査工程の自動化は製造業にとって難しい仕事です。なぜならば従来の方法では時間がかかったり、全体の3Dプロファイルを得ることができなかったりするためです。同軸構造で長いワーキングディスタンスを持つXTIAの光コム3Dスキャナーはそのような困難を乗り越え、影の影響を受けることなくバルブボディの小さな形状や欠陥を得ることができます。ユーザーは当社の3Dスキャナーが持つ1秒間に50万点のスキャン速度によってバルブボディの品質管理を完全に自動化でき、マイクロメートルオーダーの分解能でインラインの外観・寸法検査を実行できます。